- English
- Čeština
- Español
- Deutsch
- Polski
- Français
- 日本語
- Home
- Risoluzione dei problemi
- Risoluzione problemi qualità di stampa
- Scostamento layer
Scostamento layer
- Risoluzione problemi qualità di stampa
- Superfici di cattivo aspetto sopra i supporti
- Supporti rotti (SL1/SL1S)
- Delaminazione / layer separati (SL1/SL1S)
- Rottura dei supporti
- Aggiornamento Firmware non riuscito #10534 (SL1)
- Problematiche primo layer
- Ghosting
- Fori negli oggetti stampati (SL1/SL1S)
- Incrinatura e separazione layer FDM
- Scostamento layer
- Serie Prusa i3
- Controlla la modalità di stampa
- Controlla i motori degli assi X/Y e le pulegge
- Controllare la tensione delle cinghie
- Prusa MINI
- Dettagli piccoli mancanti
- Bridging scarso
- Stampa staccata dai supporti (SL1/SL1S)
- La stampa non appare / la resina non si solidifica (SL1)
- Stampe si staccano dalla piattaforma
- Problemi con il riempimento
- Rimozione di un oggetto bloccato sul fondo del serbatoio
- G-code di prova
- Piccoli graffi / bolle sugli oggetti stampati (SL1/SL1S)
- Stampe inclinate / deformate (SL1/SL1S)
- Fili e perdite dall’ugello
- Sensore di temperatura guasto #10205 (SL1/SL1S)
- La linea sullo scafo Benchy
- Sotto-estrusione
- Layer visibili (SL1/SL1S)
- Layer deformati (SL1/SL1S)
- Deformazione (FFF)
- Stampe a tenuta d'acqua
- Risoluzione dei problemi della stampante
- Codici errore QR
- Messaggi di Errore di Stampa
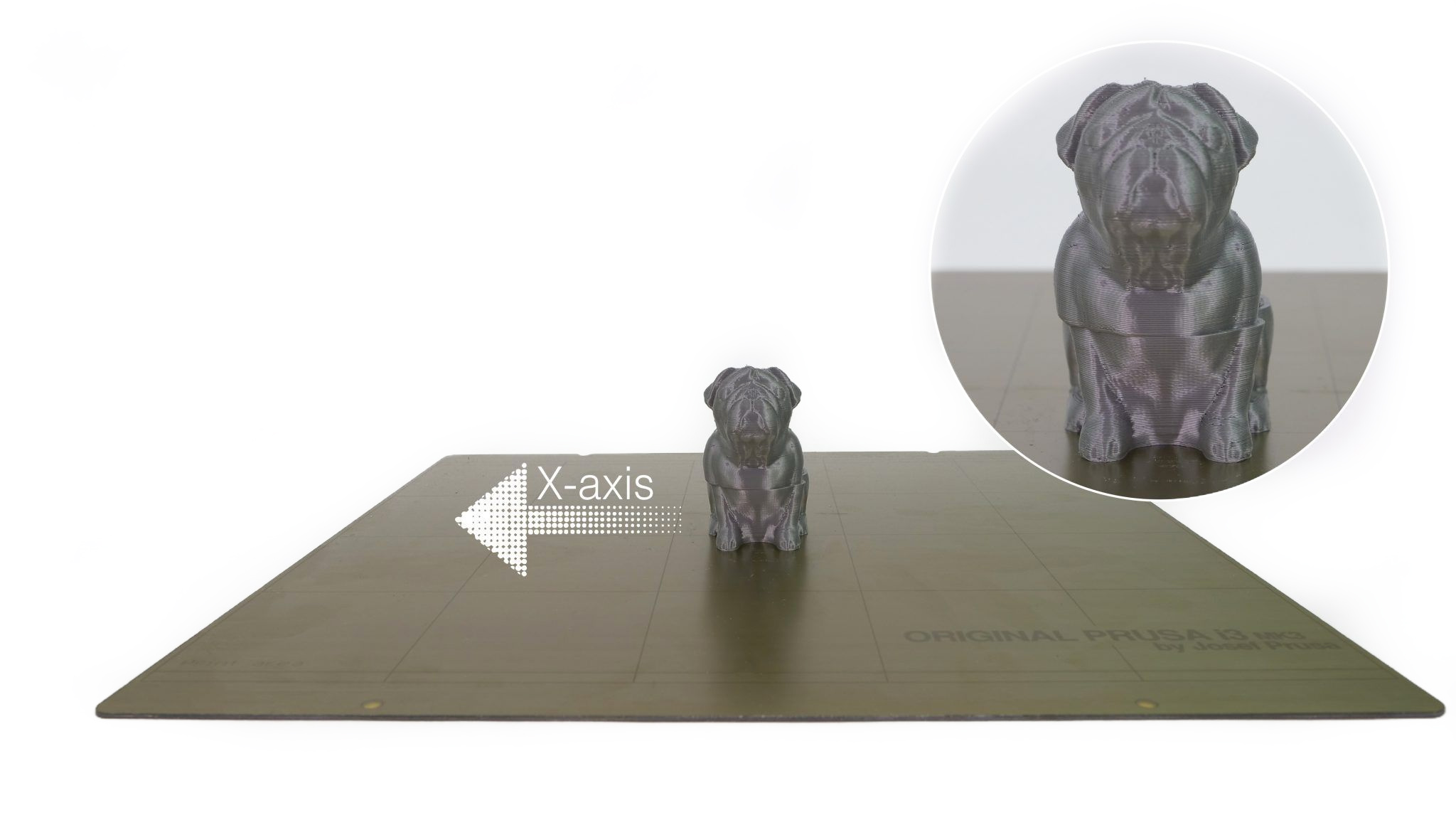
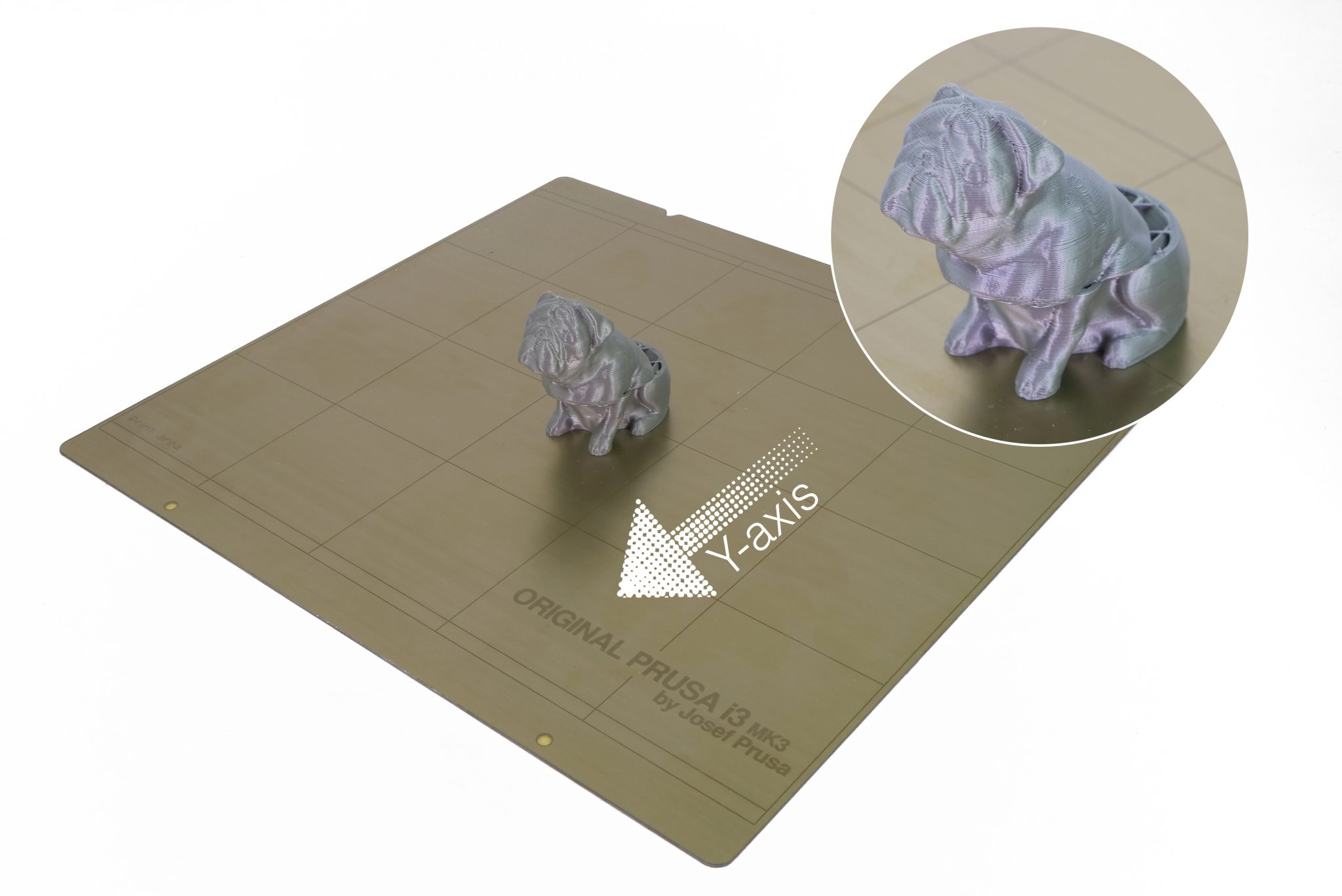
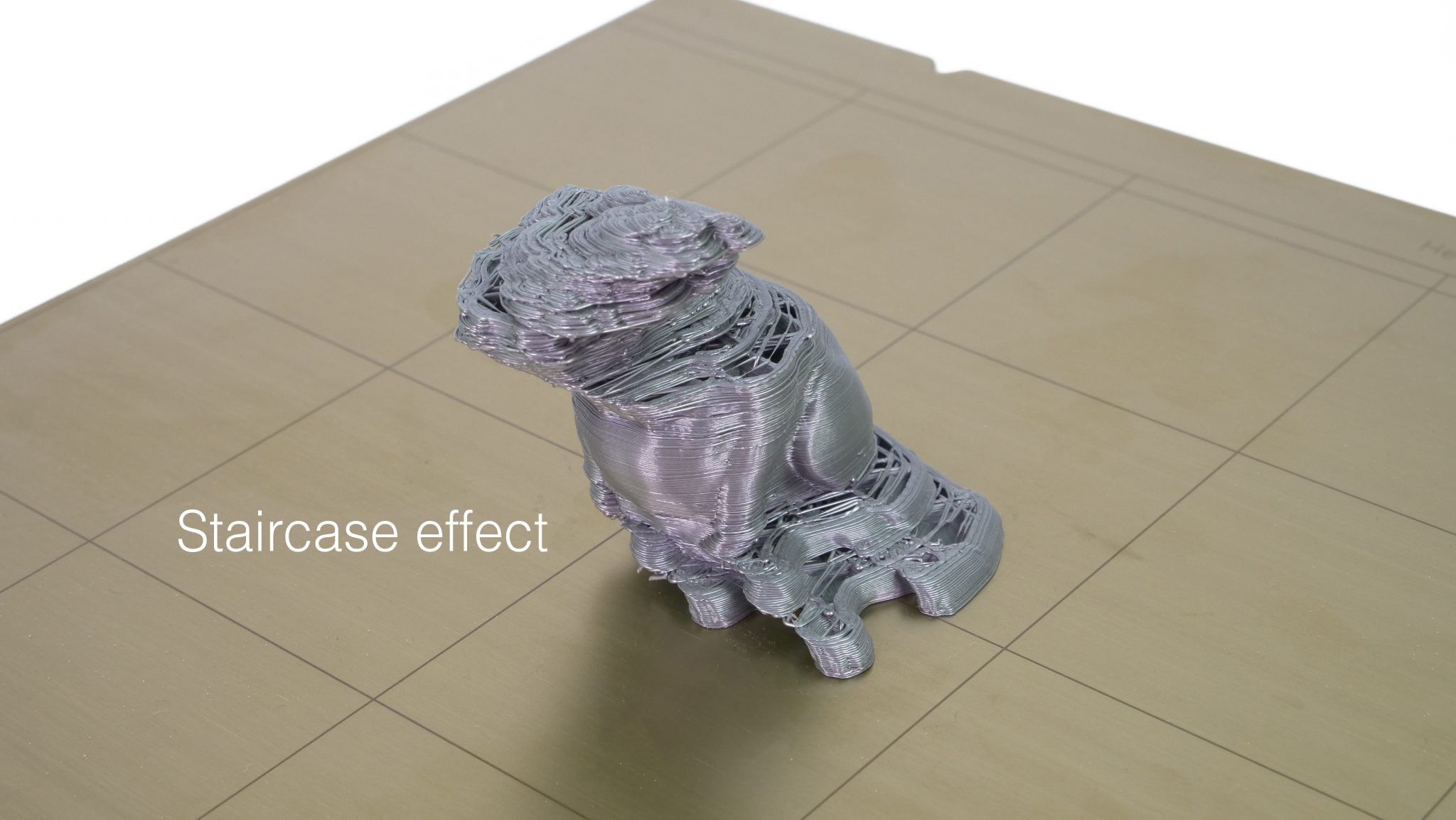
Lo scostamento layer è un problema di stampa che causa lo spostamento dei layer dalla loro posizione prevista. Solitamente è associato ad un movimento anormale dell'asse X e/o Y, che porta la testina dell'estrusore a disallinearsi durante la stampa. Per risolvere correttamente il problema, è cruciale riconoscere su quale asse avviene lo scostamento del layer. Osserva le tre foto sotto che mostrano i tre diversi timi li scostamento layer. La risoluzione del problema è lo stesso per entrambi gli assi.
Serie Prusa i3
Controlla la modalità di stampa
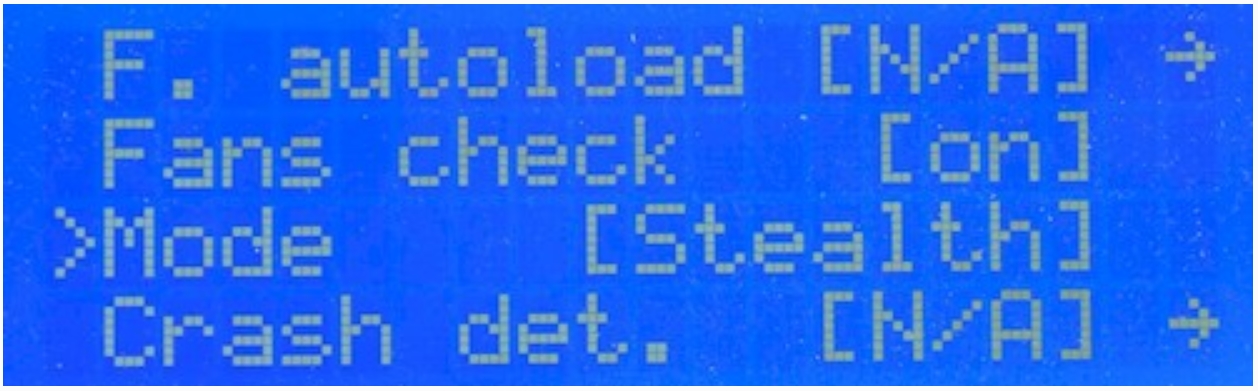
Usa la stampante in Modalità Normale al posto di Modalità silenziosa. È possibile modificare la modalità di stampa da Menù LCD -> Impostazioni -> Mode. La modalità silenziosa è perfetta per oggetti piccoli e semplici. Per stampe più grandi e complesse, è consigliata la modalità Normale. Inoltre, notare che in modalità Silenziosa la funzione di rilevamento d'impatto non è disponibile.
Assicurati che l'estrusore e il piano riscaldato possano muoversi liberamente
Assicurati che non vi siano ostruzioni nel percorso dell'estrusore o del piano di stampa e nei loro cuscinetti. Per esempio, potrebbe esserci un pezzo di filamento dalla stampa precedente incastrato nella cinghia (solitamente succede nella puleggia dell'asse Y).
Un altro caso di ostruzione succede quando la fascetta o un'altra parte del gruppo cavi non è sistemata come 5. Assemblaggio Asse E. Se i cavi colpiscono la cornice prima del gruppo estrusore (nel caso di MK3) o prima che venga colpito il finecorsa X (nel caso di MK2/S o MK2.5) la stampante rileva una posizione finale inaccurata. Vedi la foto sotto ed accertati che i cavi siano sistemati di conseguenza.
Inoltre, verifica se le aste lisce non presentano graffi profondi e se i cuscinetti sono adeguatamente lubrificati. Secondo i nostri test, il miglior lubrificante è un grasso morbido e omogeneo, come il GLEIT-µ HF 400. Un altro buon lubrificante è il Mogul LV 2-EP. In generale, un Super-lube o qualunque altro grasso multiuso andrà bene.
Controlla i motori degli assi X/Y e le pulegge
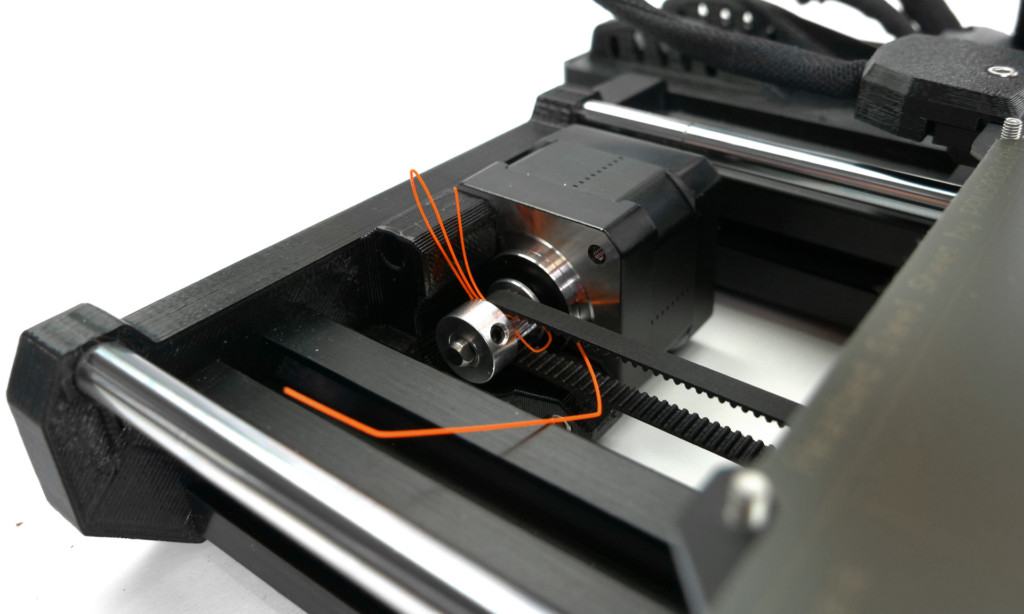
Assicurati che i motori X e Y siano ben saldi al supporto, che la pulleggia (freccia arancione nell'immagine sotto) sia fissata sull'albero motore ed allineata con la puleggia sul lato opposto, e che la puleggia folle possa muoversi liberamente. Entrambe le viti senza testa devono essere ben serrate, una di esse va stretta contro la parte piatta presente sull'albero motore. Una puleggia lenta è solitamente la causa principale dello scostamento layer a scalinata.
Entrambe le pulegge su entrambi gli assi devono anche essere allineate, il che significa che la puleggia motore deve essere ben centrata e la cinghia deve muoversi in linea retta, non deve viaggiare da destra a sinistra mentre la puleggia gira.
Controllare la tensione delle cinghie
Controlla la tensione delle cinghie. Se hai una MK3 o MK3S, controlla i numeri dello Stato Cinghie tramite Menù LCD -> Supporto -> Stato Cinghie. I valori non dovrebbero essere minori di 240 e non oltre 300, ma non esiste un singolo valore ideale. I numeri non rappresentano alcuna quantità.
- Se il valore è inferiore (o vicino a) 250, devi allentare la cinghia
- Se il valore è superiore (o vicino a) 290 -> devi tendere la cinghia
- I valori vengono aggiornati ogni volta che si esegue l'Autotest o eseguire il test della cinghia da Menù LCD -> Calibrazione -> Test Cinghia.
La MK2.5S, MK2.5 e modelli precedenti non hanno l'opzione di Stato Cinghie. L'indizio che possiamo darti è che la cinghia dovrebbe suonare grosso modo come una corda di basso quando pizzicata. Dev'essere possibile schiacciare i due lati della cinghia tra loro con indice e pollice, ma dovresti comunque sentire un po' di resistenza.
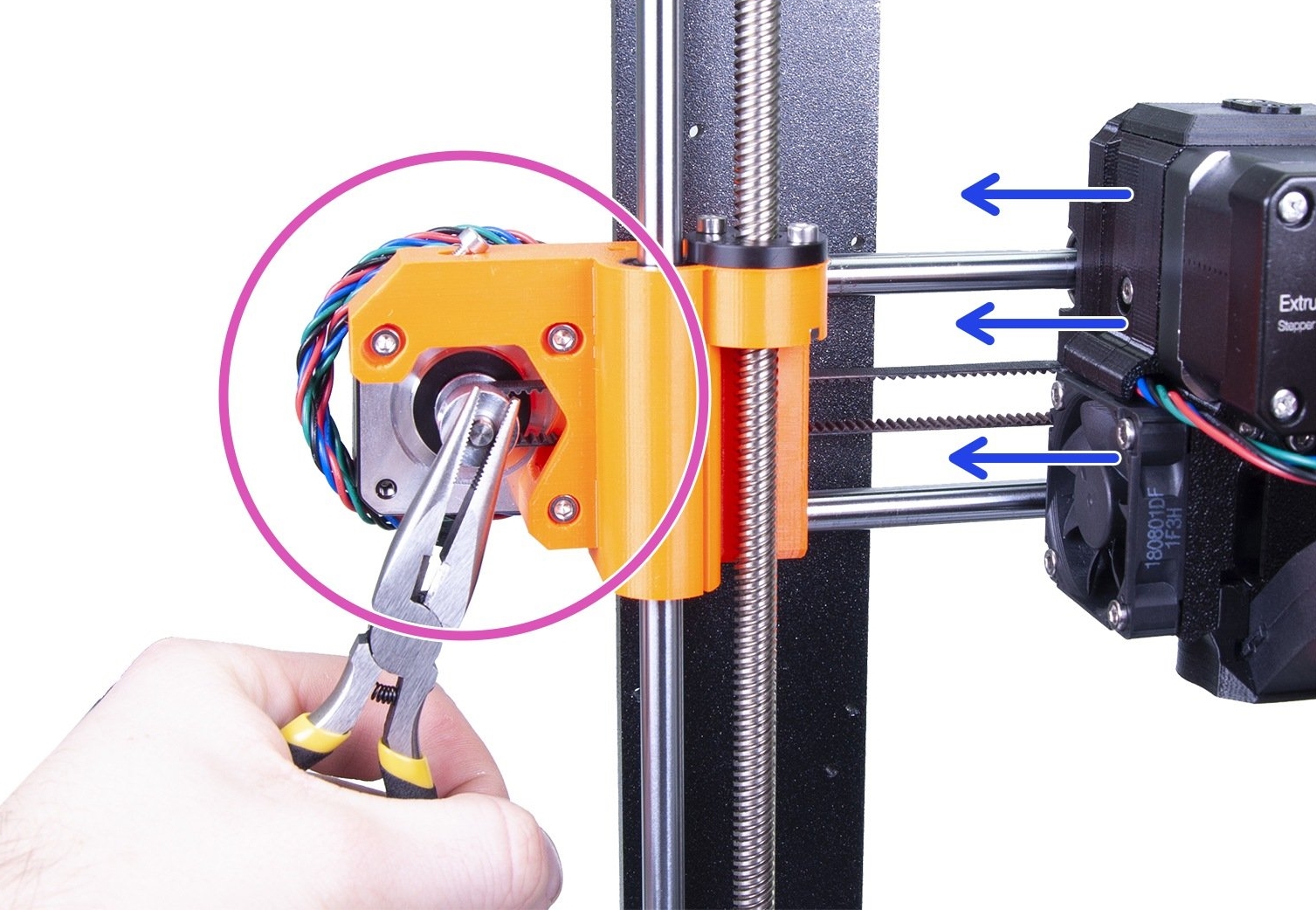
Usa la tecnica descritta in questo passo del manuale di assemblaggio per verificare se la puleggia è serrata correttamente e la cinghia non è troppo lenta. Usando le pinze, mantieni fermo l'albero motore dell'asse X (sfrutta la parte piatta sull'albero motore) e prova a spostare l'estrusore. La stessa procedura può essere applicata per testare la cinghia e la puleggia dell'asse Y.
Geometria di stampa e impostazioni
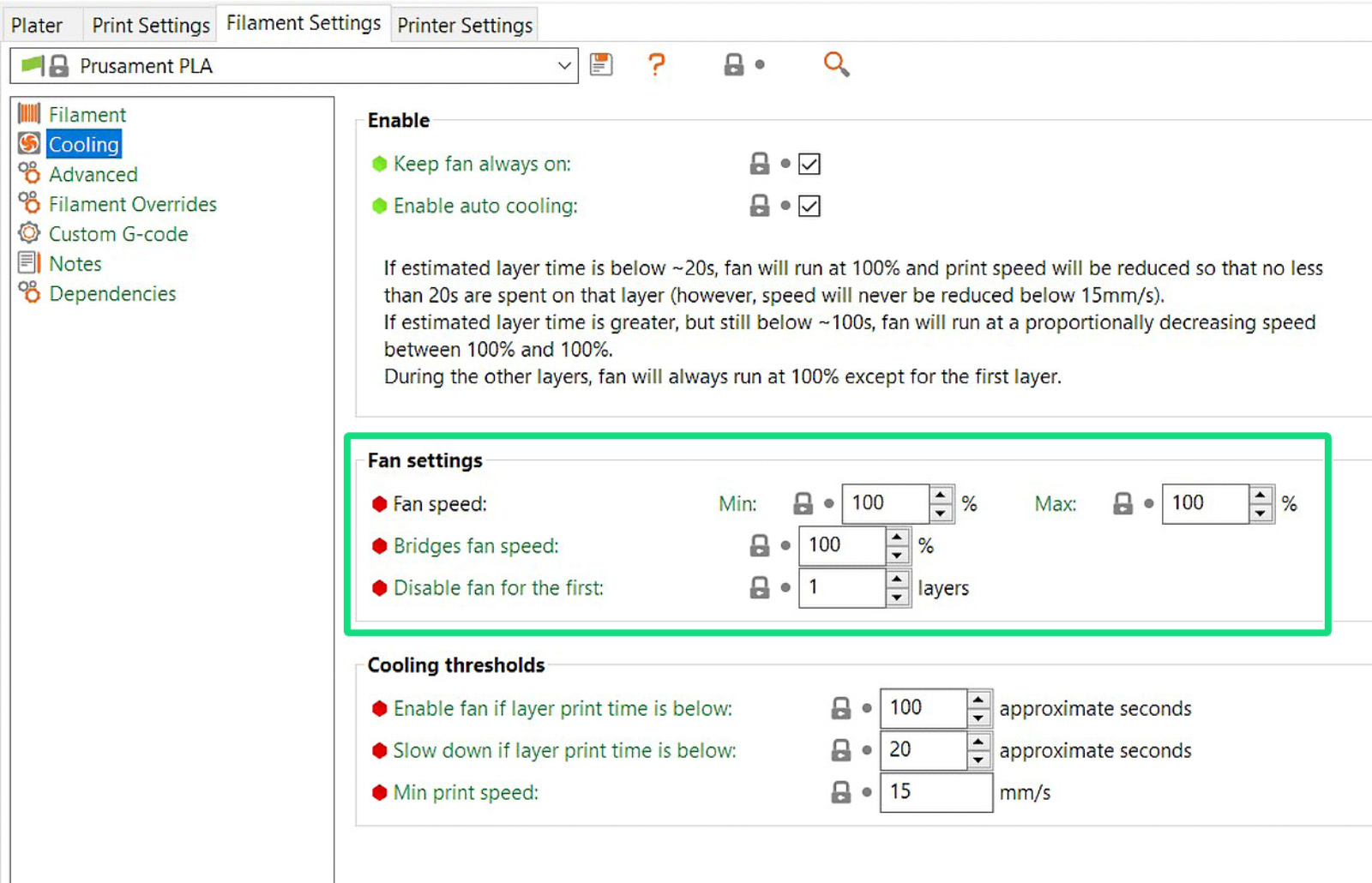
Oggetti con sporgenze sono in generale più difficili da stampare. Alcune sporgenze potrebbero addirittura deformarsi all'insù durante la stampa, e l'ugello potrebbe impattare su di esse. Lo stesso può succedere in alcuni casi se si sceglie una percentuale di riempimento troppo bassa durante lo slice del modello 3D. Per prevenire le sporgenze di stampa, puoi tagliare l'oggetto (dai un'occhiata al nostro articolo Strumento taglia). Puoi anche provare ad aumentare la velocità della ventola di stampa o diminuire la distanza di Sollevamento Z su PrusaSlicer. Velocità ventola di stampa si trova su Impostazioni filamento -> Raffreddamento e Solleva Z su in Impostazioni stampante -> Estrusore 1.
Prusa MINI
Controlla la velocità di stampa.
Quando si stampano oggetti di grandi dimensioni, si raccomanda di diminuire la velocità di stampa. Durante la stampa, andare sul Menu LCD -> Regola -> Velocità e diminuire il numero.
Controllare le cinghie X/Y.
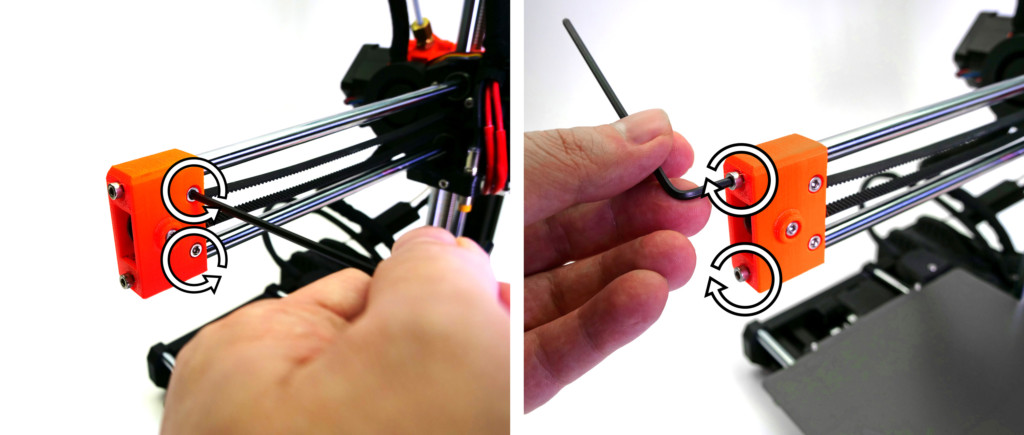
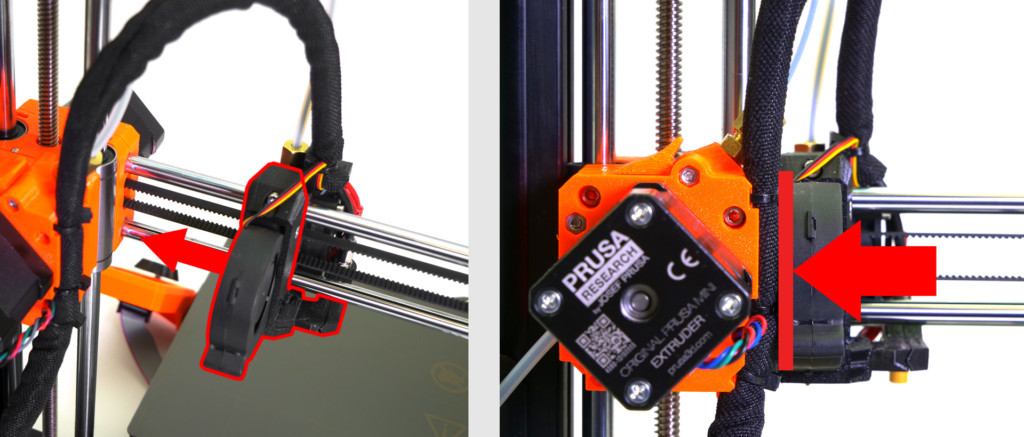
Assicurati che le cinghie siano ben strette. Le cinghie dovrebbero essere abbastanza strette da suonare come una nota bassa di basso quando vengono pizzicate. Se le cinghie sono allentate, stringerle prima di tutto: per prima cosa, allentare le due viti come illustrato di seguito. Poi, serrare le due viti all'estremità dell'asse X. Esse vanno direttamente contro le aste di metallo, quindi più sono strette, più si sposta la parte in plastica. Una volta terminato, serrare di nuovo le prime due viti per fissare la parte in posizione.
Controllare le pulegge degli assi X/Y.
Entrambe le pulegge su entrambi gli assi devono essere allineate, il che significa che la puleggia del motore deve essere ben centrata e la cinghia deve essere perfettamente dritta. Controllare che la cinghia dell'asse X non stia strisciando contro le parti stampate.
Accertarsi che nulla stia bloccando il movimento dell'asse - Verificare la presenza di eventuali ostruzioni nel percorso dei cuscinetti o di eventuali scarti di stampe precedenti bloccati intorno alla cinghia (di solito intorno alla puleggia dell'asse Y).
Puleggia cinghia asse X/Y lenta
Se la vite di arresto della puleggia della cinghia si è allentata o non è stata fissata sul lato piatto dell'albero del motore, può scivolare e può causare problemi con l'asse che di conseguenza non si muove perfettamente in tandem con la rotazione del motore.
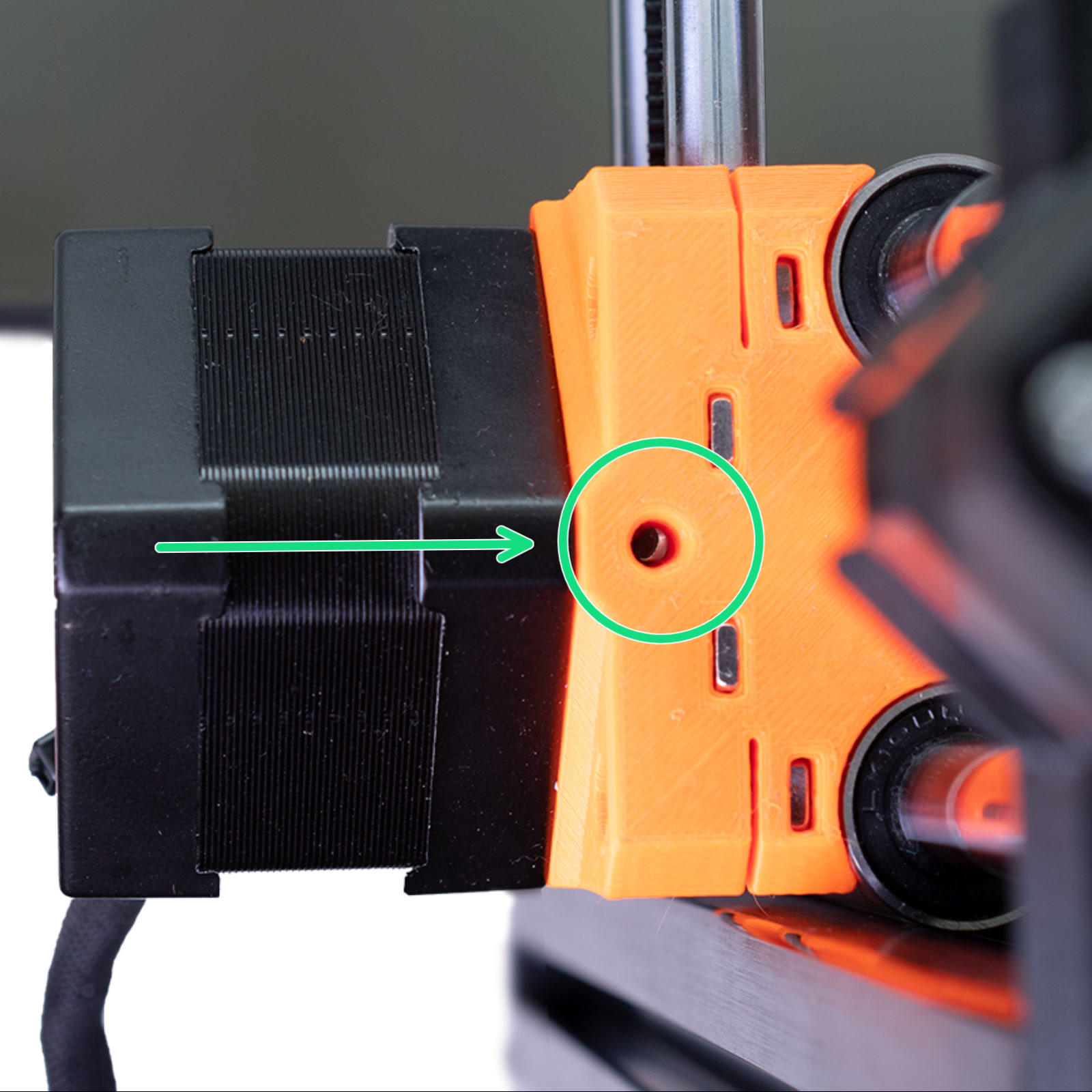
La vite di arresto dell'asse Y è facilmente accessibile, essendo sotto il piano, ma l'asse X è un po' più complicato. È possibile accedere alla vite di arresto per l'asse X attraverso un foro in cima all'estrusore (immagine sotto). Non sarà possibile vedere se la vite di arresto è allineata con il lato piatto dell'asta motore e il serraggio sarà solo un fissaggio temporaneo, ma è un ottimo modo per sapere se questo è il problema e cosa deve essere smontato.
Se si vede solo metallo lucido nel foro, è necessario ruotare il motore per rivelare la vite di arresto. Anche se è allentata, si muoverà un po' con la rotazione del motore, rivelando la vite. Accedere su Impostazioni -> Sposta asse -> Sposta X, sul menù LCD, e ruotare la manopola per far girare il motore.
 |
| Serrare la vite di arresto delle pulegge con una chiave a brugola da 2 mm. |
Movimento libero dell'asse
Assicurarsi che la testina di stampa (la parte che si muove lungo l'asse X) possa muoversi liberamente in tutto lo spazio. In particolare il fascio di cavi fissato all'estrusore non deve impedire alla testina di stampa di raggiungere l'estremità dell'asse.
Inoltre, verificare che le aste lisce non siano graffiate e che i cuscinetti siano correttamente lubrificati. Secondo i nostri tester, il miglior lubrificante è un grasso omogeneo e morbido con additivi al litio, come il GLEIT-µ HF 400. Un altro buon lubrificante è il Mogul LV 2-EP. In generale, anche Super-lube o qualsiasi altro grasso polivalente va bene.
Niente di tutto questo ha risolto il problema?
Non preoccuparti, per lo meno hai controllato alcune delle parti più importanti della stampante, e ora puoi essere sicuro che siano a posto. Prova a stampare uno dei g-code che erano sulla scheda SD quando l'hai usata per la prima volta. Se li hai cancellati, provaquesto se hai una MK3 o questo se hai una MK2.5 o MK2/S.
Su MK3(S): Puoi anche provare a disattivare il Rilevamento di Impatto (Menù LCD -> Impostazioni -> Rilevam.imp. [on/off] o, durante la stampa Menù LCD -> Regola -> Rilevamento Impatto). Solitamente è d'aiuto rallentare la velocità di stampa (tramite PrusaSlicer o durante la stampa ruotando la manopola in senso antiorario).
Commenti


Hai ancora delle domande?
Se hai una domanda su qualcosa che non è trattato qui, dai un'occhiata alle nostre risorse aggiuntive.
E se questo non dovesse funzionare, è possibile inviare una richiesta a [email protected] o tramite il pulsante qui sotto.